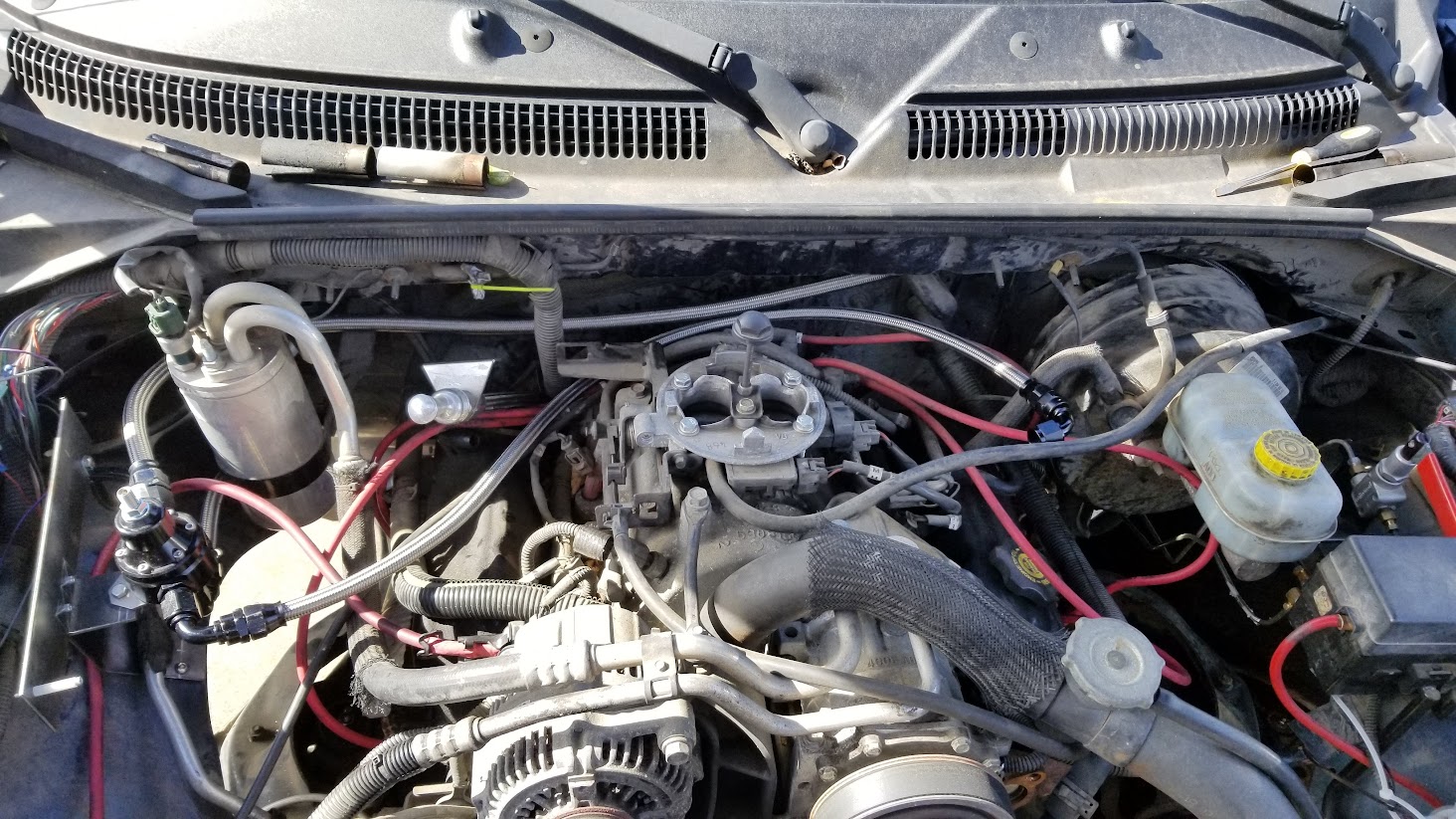
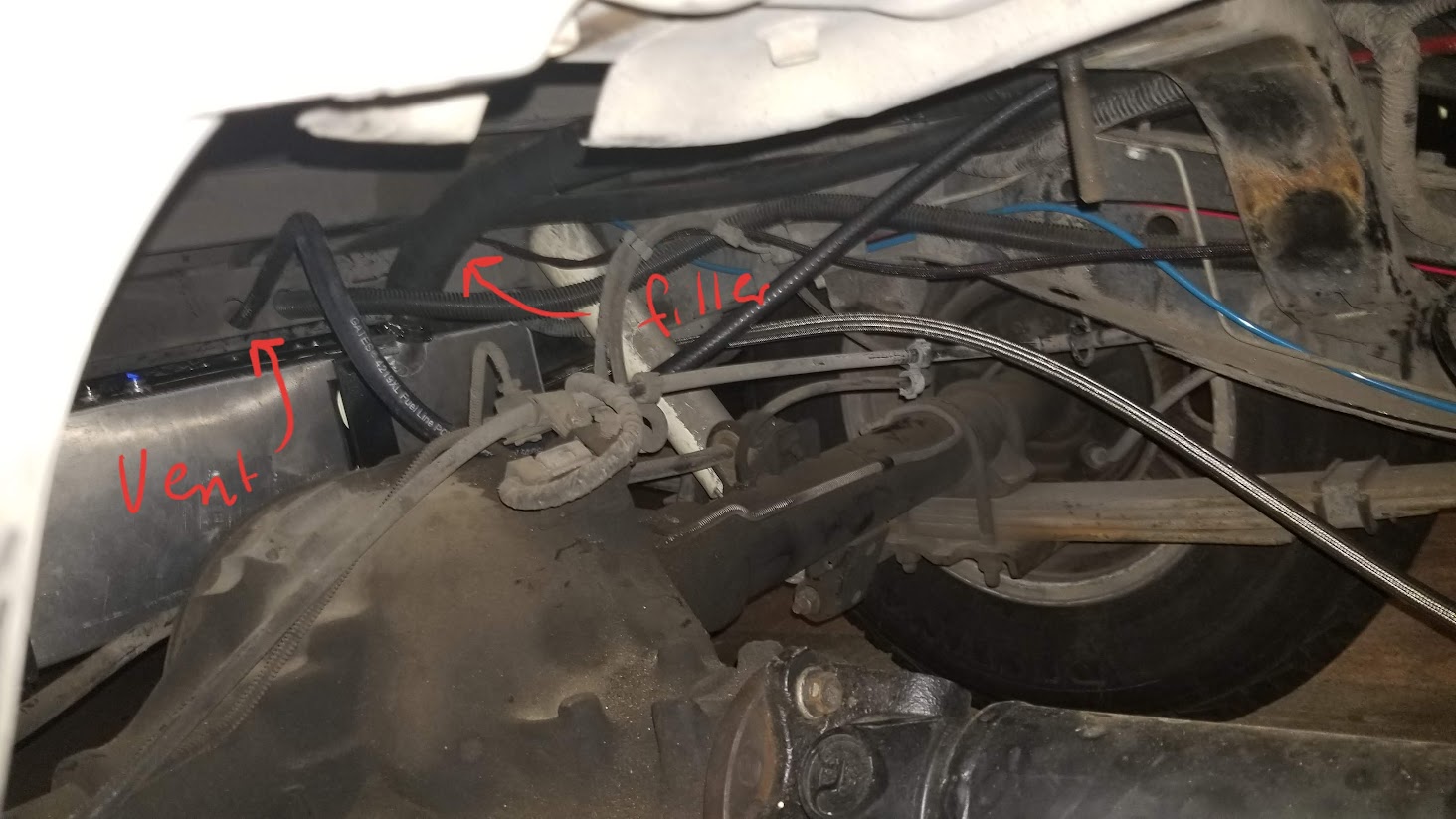
Taking the dragster to the track tomorrow. Truck now runs on the new fuel system. Have a few leaks to work out, and re-plumb the venting system.

















Go fast enough to need a cage; keep the 1/4 mile under 135MPH to prevent needing a full cage. I have some tricks up my sleeve to do so. If I can run 10.70 @ 133 I'll be happy.Really enjoy your rebuild on the Dakota and work on the dragster. What are your plans for the Dakota? Curious since I am a Mopar fan and had several Dakotas since 1987 when they first produced them.






Yep. No telling what this will cost. Last year we broke an exhaust and it damaged a whole bunch of things from hydraulicing the engine (fuel in with no exit). This time it was an intake, so other than the pool of oil sitting on top of the intake valve and 2 banged up rocker arms, no critical parts breakage.Ouch
Welp, I'll let the photos tell the story on this one. We think that two 5/16 bolts came loose and caused all this; how two 5/16 bolts is stronger than four 3/8 bolts is beyond us. But with those 2 bolts coming out, it pulled all 4 rockers bolts right out of the head and broke the stand.
What are the chances that bolt partially backed out?
yea that's distortion. The threads just pulled straight out on all 4.
I mean, those valvesprings are 400 pounds, there's 3 layers of spring material in there. We're asking for alot out of the valvetrain.
The general consensus is that TimeSerts are stronger than the aluminum and provide more gripping surface area and they are the standard repair for this issue, rather than welding and tapping.
We run them .150-.200 short of coilbindNo coil bind going on ? A good insert is much stronger, I have had very good luck, even with the old Heli- coil inserts in aluminum. I have used inserts in main cap threads with no issues
")























 but please don't lay down in front of the rear tires when the car is running.
but please don't lay down in front of the rear tires when the car is running.
")
Yea dad tagged me on that, he didn't see my signal to hold. But I know the routine and was ready to get up if he put it in gear.The car sounds good Mag...









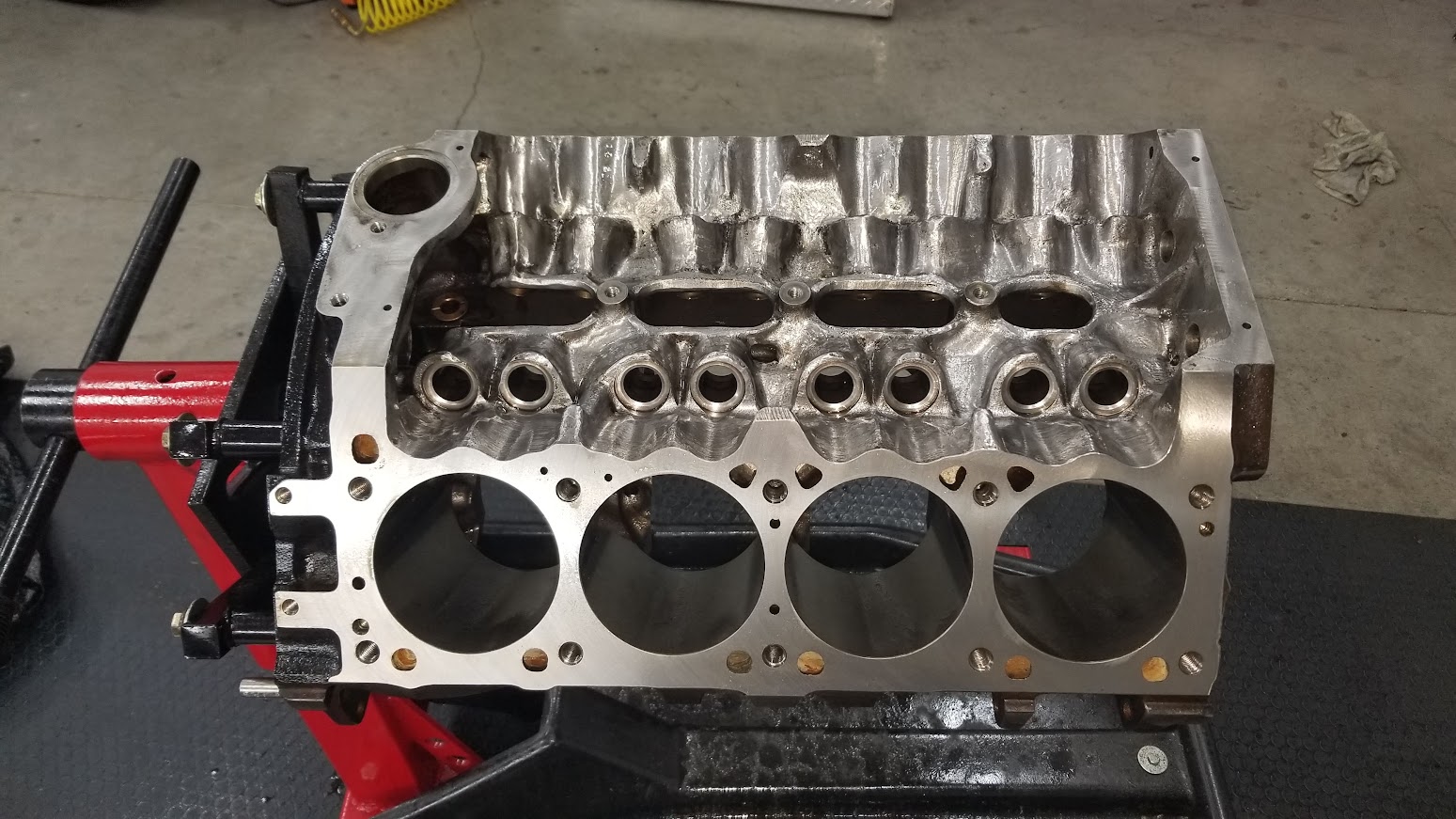












It's looking good. A lot of hard work involved.Spent all morning putting in another 10 man-hours of work to clean and prep the block, then painted it. About to head to Summit to get more parts.
https://lh3.googleusercontent.com/oJv-FDonDU5ZwculiDkeZ5kYwj57YMpzRI8hzOj-r3Ow3VtlK-2eiJ4cKF0xvJ6jawojST2DK2A1kyDfKUPPm0_X3KzixxZCverAUAXtYc5UwluHgMCzLTMQs943metJIt7gDsZ8mc4WWKdrJOUNISMih0GLtUL3kPe9EQXd41h676h4SClf5ZPcKR6Dz5kBta21hA0pnQSsoPzt_TpX_FurG07QckL2zFtjNhRcOSAUz_OSXAgqW3LMoiaBSWPGnXx1pmYA0bJDtRkyKgQ3-P1_4q_0AExZ79lSauI5IOnSqgkpBG0vJlXt_cW5F2r52S3uqeAPc34jNdx643IVge0DpCj5PB_Pm****onO0L3htVibIC8w3h4OK3f7BZ2KF17p5yIseoqYOaRE3FMNY_yYTqxryAihDQJCHeEW_DYBZplJtFfJggll2PpLzC6_E8BmvUHb76hCAGjxr86b99ty2AGT5GpXINU-9fVWx-Avg0lARiAVUx64XE723w_bgvLppfbR4K7Bnka1wNfatwBRTpBxAxuHGIzBDS7SY33FUiL618A8cANqdmkfF5u__fbV5xziaCYQAilWvqCk-UG-Gq6pGBjEIb9vzbA5CVbrpdfmgAg9gvoeLh8hQwU1tHDGSjZVHKr_uqvVc7YsviLjShNM6Xs=w490-h871-no
Damn. Good luck.Well, I was hoping tonight's report would be that the crank was laid in and final.
It is not so, and I am making the 5-hour-each-way trip to Houston in the morning.
Main bearing clearance is way wide. Stock is .0010 to .0015. Race is .0030 to .0035. We are shooting for .0020 to .0025.
The two methods of instrumentation that we have are showing .0050 to .0060. No bueno.
Mag sent me a pic of the conversation he had with the tech who did the job. Tech didn't seem to care that theDamn. Good luck.
Yep. Maybe one too many ****tails at lunch.Mag sent me a pic of the conversation he had with the tech who did the job. Tech didn't seem to care that the
measurements were that far off. Basically, he shrugged it off.
Cannot believe it was that far off what it was supposed to be. Somebody really screwed up.
Damn, and I used to worry about getting the plugs gapped right and the timing set correctly.So here's an update: I drove for 9 hours today and was at the machine shop for an hour and a half. The good news: I came home with the block.
Here is the jist of it: $2,000 tools and $200 tools have different levels of accuracy.
Our dial bore gauge is "cheap" and accurate to half a thousanth (.0005) and is not exactly calibrated except by mic.
The machine shop's dial bore gauge is "not cheap" and accurate to half a ten-thousandth (.00005) and calibrated before every measurement.
The spec for the main bore is 3.0025 to 3.0030. Measurement is 3.0029 to 3.0032.
The spec for the crank is 2.8095 to 2.8105. Measurement is 2.8093.
Zeroing the dial bore indicator to 2.8093, we came up with 0.0033 to 0.0039 across the mains.
The difference between those is 0.1936 to 0.1939. The bearing spec's out maximum wall of 0.0953, or 0.1906 total.
0.1936 - 0.1906 = 0.0030
0.1939 - 0.1906 = 0.0033
Add in some of the bearings maybe being a hair thin, and the numbers we measured make sense.
The machinist and I discussed it, and we concurred that everything is in good shape all things considered. (elaborate later). I called Eddie Miller, he also agreed that those numbers are good all things considered. I called Hughes Engines, and they also concurred that those numbers, while a tad wider than they'd like, are in good shape all things considered.
"All things considered"
The small block chryslers are known to be inherently weak in the bottom end. The block design is from the 1960's (literally - same general block casting for 273/318/340/360 from the 60's to the 2000's, give to take some minor changes in 1989 and again in 1997). Hence running a girdle to tie the bottom end all together. Because of how the block is known to deflect, running a little extra clearance than would otherwise be run is not a bad thing.
Eddie Miller did bring up a good point that I will need to check the bearing crush. 2 ten-thou out of spec should not hurt anything, but merely being towards the high spec can reduce the crush just enough that it may want to spin the bearing. The 'locator tang' is just that - a locator tang. It never was intended to prevent the bearing from turning in the housing bore. He pointed out that many newer engines do not feature this tang at all, the bearings use only the crush value to hold it in the block and cap without turning.
Damn, and I used to worry about getting the plugs gapped right and the timing set correctly.
I knew that it was going on but it was well above my knowledge level. At least I realized it and took it to the right people that knew what they were doing, unlike some of my friends back then.There's alot of things that go on that very few ever know about. You can't see 5 one-hundred-thousandths of an inch (0.00005), but the dial bore gauge can. Stack 20 of those together and you have an oiling problem.

How much difference does that make? Is it close enough for what you need?
I understood that perfectly after one reading. Thanks. I guess that I'm still a gearhead.We have always built race motors at .0030 to .0035. Anything after .0035 is considered excessive. The rear main is good regardless. The other 4 simply depend on which number you want to trust.
They are okay to run wide, but I'll lose oil pressure since there is a bigger volume to fill. Running a high-volume oil pump makes up for that a little, but it takes more horsepower to turn and puts a bigger load on the oil pump driveshaft (which is only 5/16" hex bar on a chrysler). An HV pump also has potential to suck the pan dry if the oil can't return from the top of the engine fast enough. That goes back to polishing the lifter valley and the return troughs on the cylinder heads. Insurance to that is running a bigger pan, which requires me to do some cutting and welding on the K-member to clear the bigger oil pan.
Welcome to Dominoes: Engine building edition






